何谓防废料回跳反锥形凹模
由于零件轻型化的潮流,高强度钢板等拉伸强度高的材料的冲裁产品近年来正在不断增加。一般来说高强度材料由于冲裁废料的收缩量较大[图1],剪切断面的长度较短[图2],采用以往措施不能抑制废料回跳的情况在不断增加。
针对此问题,MISUMI开发出了反锥形凹模,在凹模内部加工了考虑冲裁废料收缩量的锥度。通过设置微小锥度,在已收缩的废料和凹模之间产生了摩擦力,能有效防止废料回跳。
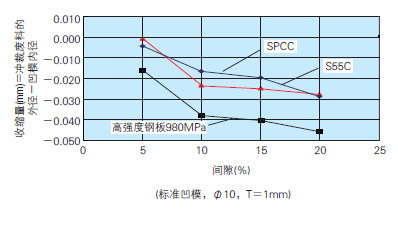
[图1] 被加工材料对冲裁废料外径尺寸的影响
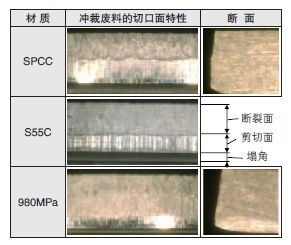
[图2] 冲裁废料的切口面特性
防废料回跳反锥形凹模的原理和特长
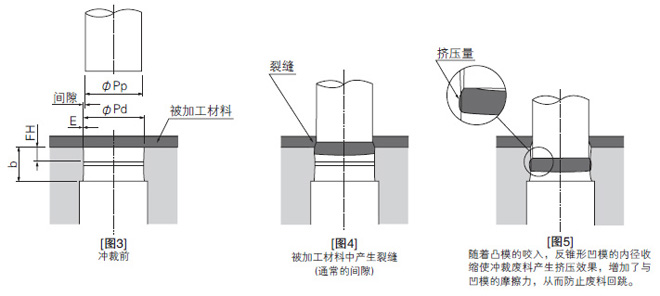
1)防废料回跳反锥形凹模的原理[图3][图5]
在凹模刃口Pd处设置微小的锥形E,使凹模刃口底部比冲裁废料还小些。因此,经收缩的冲裁废料受到挤压,与凹模的摩擦力增大,从而可防止废料回跳。
废料的收缩量因冲裁条件而异,MISUMI已通过间隙、板厚、被加工材料的拉伸强度等参数,对最适合指定型号的锥形宽度进行了标准化。
2)降低零件的综合成本
虽然单价比其他凹模高,但是仅使用反锥形凹模就能取得防废料回跳的效果,与顶料型凸模、防废料回跳凹模(SR-□□)(以下简称SR凹模)的组合相比价格反而低了,因此可以降低零件的综合成本。尤其在冲裁高强度钢板(高强度材料)时,顶料孔 因为无法承受载荷而发生早期损坏的情况非常突出,使用本产品单靠凹模即可防止废料回跳,可有效降低模具维修费。
而且使用本产品时,如果发生废料回跳,筛选或报废带有压痕产品的费用以及模具的维修费用等都可以减少。
注意事项
1. 虽然规格化了最适合防废料回跳措施用的锥面宽度[图3],但是由于废料回跳是由各种条件引起的,其效果有时也会有所差异。
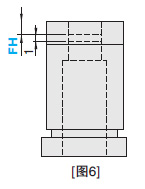
2. 凸模的压入量请设定得比FH尺寸[图6]大些,以便切实将冲裁废料压入至加工成锥形部分的底部。
3. 为了使锥形底部的直径设定得大于凸模直径,请指定正确的间隙。
4. 由于加工了锥形,进行重新研磨时刃口Pd[图3]会有所变化。变化量因锥形宽度(最大单侧0.05mm)、锥形深度及重新研磨量而异,请注意。
5. 被加工材料的板厚(MT)、间隙(C)及拉伸强度(TS)可作为反锥形的锥度加工数据使用。请指定刃口尺寸(P、W、R)为凹模精加工尺寸。
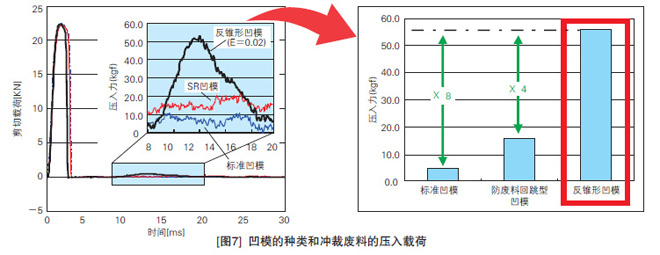
摩擦力的比较
防废料回跳的反锥形凹模中,测量冲裁废料对凹模的压入力(冲裁废料与凹模之间的摩擦力),与标准凹模(无防废料回跳措施)、SR凹模进行了比较。
与标准凹模、SR凹模相比,会产生足够的摩擦力,冲裁废料的收缩量大,即使冲裁拉伸强度高的被加工材料,冲裁废料也会陷入凹模中,能充分发挥防废料回跳的效果[图7]。
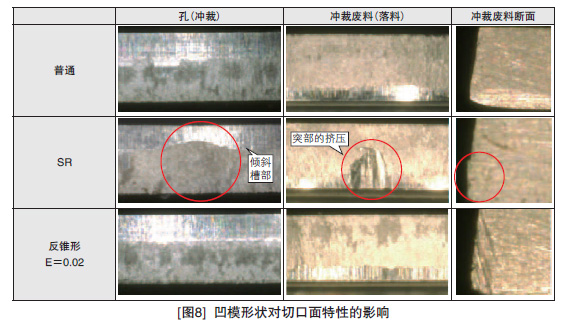
比较冲裁废料的切口面,SR凹模局部性会因斜槽而产生挤压,而反锥形凹模的整周都产生挤压,剪切面的长度也比标准凹模长[图8]。
冲裁试验结果
为了确认防废料回跳反锥形凹模的耐久性,使用980Mpa级高强度钢板(高强度材料),实施了冲裁10万次的耐久试验。
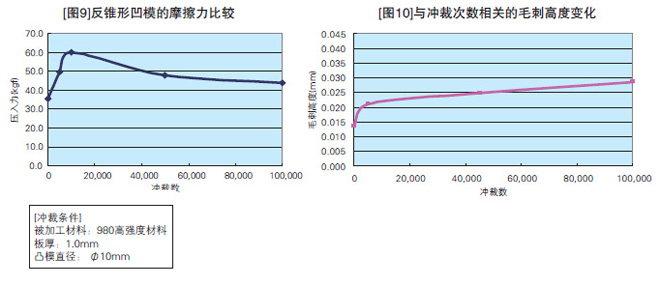
结果
试验的结果,废料回跳、废料堵塞等现象都未发生。冲裁废料与凹模的摩擦力[图9]虽然会随冲裁次数而变,但仍保持开始冲裁时的摩擦力。冲裁10万次后对凹模的磨损状况进行了检查。经确认锥形部有约0.01mm的磨损,但仍保持开始冲裁时的摩擦力,可知继续冲裁仍能保持良好效果。毛刺高度[图10]随着冲裁次数的增加而逐渐变高。冲裁10万次后约为0.03mm的高度。